
對裝備及其構件在使用過程中發生各種形式失效現象的特征及規律進行分析研究,從中找出產生失效的主要原因及防止失效的措施,稱為失效分析。
金屬材料的失效形式及失效原因密切相關,失效形式是材料失效過程的表觀特征,可以通過適當的方式進行觀察。而失效原因是導致構件失效的物理化學機制,需要通過失效過程調研研究及對失效件的宏觀、微觀分析來診斷和論證。
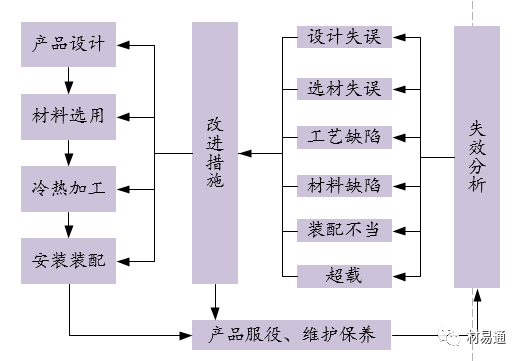 失效分析與其他生產環節之間的關系
失效分析與其他生產環節之間的關系
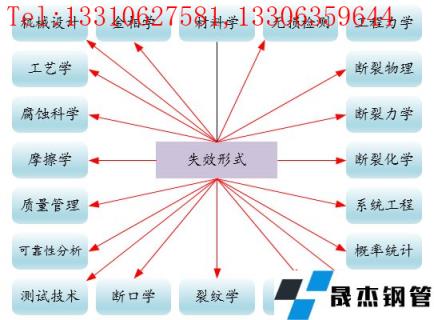
失效分析與其他學科的關系
失效分類材料在各種工程應用中的失效模式主要由斷裂、腐蝕、磨損和變形等,其中斷裂失效的危害性最大。

失效形式的分類
彈性變形失效:當應力或溫度引起材料可恢復的彈性變形大到足以影響裝備正常發揮預定的功能時,就出現彈性變形失效。
塑性變形失效:當受載荷的材料產生不可恢復的塑性變形大到足以影響裝備正常發揮預定的功能時,就出現塑性變形失效。
韌性斷裂失效:材料在斷裂之前產生顯著地宏觀塑性變形的斷裂稱為韌性斷裂失效。
脆性斷裂失效:材料在斷裂之前沒有發生或很少發生宏觀可見的塑性變形的斷裂稱為脆性斷裂失效。
疲勞斷裂失效:材料在交變載荷作用下,經過一定的周期后所發生的斷裂稱為疲勞斷裂失效。
腐蝕失效:腐蝕是材料表面與服役環境發生物理或化學的反應,使材料發生損壞或變質的現象,材料發生的腐蝕使其不能發揮正常的功能則稱為腐蝕失效。腐蝕有多種形式,有均勻遍及材料表面的均勻腐蝕和只在局部地方出現的局部腐蝕,局部腐蝕又分為點腐蝕、晶間腐蝕、縫隙腐蝕、應力腐蝕開裂、腐蝕疲勞等。
磨損失效:當材料表現相互接觸或材料表面與流體接觸并作相對運動時,由于物理和化學的作用,材料表面的形狀、尺寸或質量發生變化的過程,稱為磨損。由磨損而導致構件功能喪失,稱為磨損失效。磨損有多種形式,其中常見粘著磨損、磨料磨損、沖擊磨損、微動磨損、腐蝕磨損、疲勞磨損等。
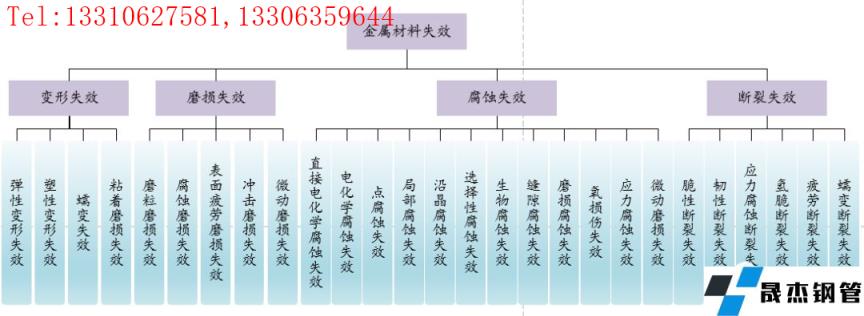
金屬材料失效具體形式
失效原因分析設計不合理
其中結構或形狀不合理,材料存在缺口、小圓弧轉角、不同形狀過渡區等高應力區,未能恰當設計引起的失效比較常見。總之,設計中的過載荷、應力集中、結構選擇不當、安全系數過小(追求輕巧和高速度)及配合不合適等都會導致構件及裝備失效。構件及裝備的設計要有足夠的強度、剛度、穩定性,結構設計要合理。
分析設計原因引起的失效尤其要注意:對復雜構件未作可靠的應力計算;或對構件在服役中所承受的非正常工作載荷的類型及大小未作考慮;甚至于對工作載荷確定和應力分析準確的構件來說,如果只考慮拉伸強度和屈服強度數據的靜載荷能力,而忽視了脆性斷裂、低循環疲勞、應力腐蝕及腐蝕疲勞等機理可能引起的失效,都會在設計上造成嚴重的錯誤。
選材不當及材料缺陷
金屬裝備及構件的材料選擇要遵循使用性原則、加工工藝性能原則及經濟性原則,首先要考慮遵循使用性原則。使在特定環境中的構件,對可預見的失效形式要為其選擇足夠的抵抗失效的能力。如對韌性材料可能產生的屈服變形或斷裂,應該選擇足夠的拉伸強度和屈服強度;但對可能產生的脆性斷裂、疲勞及應力腐蝕開裂的環境條件,高強度的材料往往適得
其反。在符合使用性能的原則下選取的結構材料,對構件的成形要有好的加工工藝性能。在保證構件使用性能、加工工藝性能要求的前題下,經濟性也是必須考慮。
制造工藝不合理
金屬裝備及其構件往往要經過機加工(車、銑、刨、磨、鉆等)、熱冷變形(沖、壓、卷、彎等)、焊接、裝配等制造工藝過程。若工藝規范制訂不合理,則金屬設備或構件在這些加工成形過程中,往往會留下各種各樣的缺陷。如機加工常出現的圓角過小、倒角尖銳、裂紋、劃痕;冷熱成形的表面凹凸不平、不直度、不圓度和裂紋;在焊接時可能產生的焊縫表面缺陷(咬邊、焊縫凹陷、焊縫過高)、焊接裂紋、焊縫內部缺陷(未焊透、氣孔、夾渣),焊接的熱影響區更因在焊接過程經受的溫度不同,使其發生組織轉變不同,有可能產生組織脆化和裂紋等缺陷;組裝的錯位、不同心度、不對中及強行組裝留下較大的內應力等。所有這些缺陷如超過限度則會導致構件以及裝備早期失效。
使用操作不當和維修不當
使用操作不當時金屬裝備失效的重要原因之一,如違章操作,超載、超溫、超速;缺乏經驗、判斷錯誤;無知和訓練不夠;主觀臆測、責任心不強、粗心大意等都是不安全的行為。某時期統計260 次壓力容器和鍋爐事故中,操作事故194 次,占74.5% 。裝備是要進行定期維修和保養的,如對裝備的檢查、檢修和更換不及時或沒有采取適當的修理、防護措施,也會引起裝備早期失效。
引起失效的原因分析

鑄態金屬組織缺陷
鑄態金屬常見的組織缺陷有縮孔、疏松、偏忻、內裂紋、氣泡和白點等。
縮孔
金屬在冷凝過程中由于體積的收縮而在鑄錠或鑄件心部形成管狀(或喇叭狀)或分散的孔洞,稱為縮孔。縮孔的相對體積與與液態金屬的溫度、冷卻條件以及鑄件的大小等有關。液態金屬的溫度越高,則液體與固體之間的體積差越大,而縮孔的體積也越大。向薄壁鑄型中澆注金屬時,型壁越薄、則受熱越快,液態金屬越不易冷卻,在剛澆完鑄型時,液態金屬的體積也越大,金屬冷凝后的縮孔也就越大。
疏松
在急速冷卻的條件下澆注金屬,可避免在鑄錠上部形成集中縮孔,但此時液體金屬與固態金屬之間的體積差仍保持一定的數值,雖然在表面上似乎已經消除了大的縮孔,可是有許多細小縮孔即疏松,分布在金屬的整個體積中。
鋼材在鍛造和軋制過程中,疏松情況可得到很大程度的改善,但若由于原鋼錠的疏松較為嚴重、壓縮比不足等原因,則在熱加工后較嚴重的疏松仍會存在。此外,當原鋼錠中存在著較多的氣泡,而在熱軋過程中焊合不良,或沸騰鋼中的氣泡分布不良,以致影響焊合,亦可能形成疏松。
疏松的存在具有較大的危害性,主要有以下幾種:(1)在鑄件中,由于疏松的存在,顯著降低其力學性能,可能使其在使用過程中成為疲勞源而發生斷裂。在用作液體容器或管道的鑄件中,有時會存在基本上相互連接的疏松,以致不能通過水壓試驗,或在使用過程中發生滲漏現象;(2)鋼材中如存在疏松,亦會降低其力學性能,但因在熱加工過程中一般能減少或消除疏松,故疏松對鋼材性能的影響比鑄件的小;(3)金屬中存在較嚴重的疏松,對機械加工后的表面粗糙度有一定的影響。
偏析
金屬在冷凝過程中,由于某些因素的影響而形成的化學成分不均勻現象稱為偏析。偏析分為晶內偏析、晶間偏析、區域偏析、比重偏析。
由于擴散不足,在凝固后的金屬中,便存在晶體范圍內的成分不均勻現象,即晶內偏析。基于同一原因,在固溶體金屬中,后凝固的晶體與先凝固的晶體成分也會不同,即晶間偏析。碳化物偏析是一種晶間偏析。
在澆注鑄鍵(或鑄件)時,由于通過鑄型壁強烈的定向散熱,在進行著凝固的合金內便形成一個較大的溫差。結果就必然導致外層區域富集高熔點組元,而心部則富集低熔點組元,同時也富集著凝固時析出的非金屬雜質和氣體等。這種偏析稱為區域偏析。
在金屬冷凝過程中,如果析出的晶體與余下的溶液兩者密度不同時,這些晶體便傾向于在溶液中下沉或上浮,所形成的化學成分不均勻現象,稱為比重偏析。晶體與余下的溶液之間的密度差越大,比重偏析越大。這種密度差取決于金屬組元的密度差,以及晶體與溶液之間的成分差。如果冷卻越緩慢,隨著溫度降低初生晶體數量的增加越緩慢,則晶體在溶液中能自由浮沉的溫度范圍越大,因而比重偏析也越強烈。
氣泡
金屬在熔融狀態時能溶解大量的氣體,在冷凝過程中因溶解度隨溫度的降低而急劇減小,致使氣體從液態金屬中釋放出來。若此時金屬已完全凝固,則剩下的氣體不易逸出,有一部分就包容在還處于塑性狀態的金屬中,于是形成氣孔,則稱其為氣泡。
氣泡的有害影響表現如下:(1)氣泡減少金屬鑄件的有效截面,由于其缺口效應,大大降低了材料的強度;(2)當鑄錠表面存在著氣泡時,在熱鍛加熱時可能被氧化,在隨后的鍛壓過程中不能焊合而形成細紋或裂縫;(3)在沸騰鋼及某些合金中,由于氣泡的存在還可能產生偏析導致裂縫。
白點
在經侵蝕后的橫向截面上,呈現較多短小的不連續的發絲狀裂縫;而在縱向斷面上會發現表面光滑、銀白色的圓形或橢圓形的斑點,這種缺陷稱為白點。
白點最容易產生在鎳、鉻、錳作為合金元素的合金結構鋼及低合金工具鋼中。奧氏體鋼及萊氏體鋼中,從未發現過白點;鑄鋼中也可能發現白點,但極為罕見;焊接工件的熔焊金屬中偶爾也會產生白點。白點的產生與鋼材的尺寸也有一定的關系,橫截面的直徑或厚度小于30mm的鋼材不易產生白點。
通常具有白點的鋼材縱向抗拉強度與彈性極限降低并不多,但伸長率則顯著降低,尤其是斷面收縮率與沖擊韌性降低得更多,有時可能接近于零。且這種鋼材的橫向力學性能比縱向力學性能降低得多。因此具有白點的鋼材一般不能使用。
引起失效的常見缺陷金屬鍛造及軋制件缺陷粗大的魏氏體組織
在熱軋或停鍛溫度較高時,由于奧氏體晶粒粗大,,在隨后冷卻時的先析出物沿晶界析出,并以一定方向向晶粒內部生長,或平行排列,或成一定角度。這種形貌稱為魏氏體組織。先析出物與鋼的成分有關,亞共析鋼為鐵素體,過共析鋼為滲碳體。魏氏體組織因其組織粗大而使材料脆性增加,強度下降。比較重要的工件不允許魏氏體組織存在。
網狀碳化物及帶狀組織
對于工具鋼,鍛造和軋制的目的不但是使毛坯成型,更重要的是使其內部的碳化物碎化和分布均勻。
鋼材表層脫碳
鋼加熱時,金屬表層的碳原子燒損,使金屬表層碳成分低于內層,這種現場稱為脫碳,降低碳量后的表面層叫做脫碳層。脫碳層的硬度、強度較低,受力時易開裂而成為裂源。大多數零件,特別是要求強度高、受彎曲力作用的零件,要避免脫碳層。因此鍛、軋的鋼件隨后應安排去除脫碳層的切削加工。
折疊
折疊通常是由于材料表面在前一道鍛、軋中所產生的尖角或耳子,在隨后的鍛、軋時壓入金屬本身而形成。鋼材表面的折疊,可采用機械加工的方法進行去除。
劃痕
在生產、運輸等過程中,鋼材表面受到機械刮傷形成的溝痕,稱為劃痕,也叫刮傷或擦傷。劃痕缺陷的存在,能降低金屬的強度;對薄鋼板,除降低強度外,還會像切口一樣地造成應力集中而導致斷裂;尤其在壓制時,它會成為裂紋或裂紋擴展的中心。對于壓力容器來說,表面是不允許有嚴重的劃痕存在的,否則會成為使用過程中發生事故的起點。
斑疤
金屬錠及型材的表面由于處理不當,往往會造成粗糙不平的凹坑。這些凹坑是不深的, 一般只有2 ~3mm。因其形狀不規則,且大小不一,故稱這種粗糙不平的凹坑為結疤,也稱為斑疤。
若結疤存在于板材上,尤其是主薄板上,則不僅能成為板材腐蝕的中心,在沖制時還會因此產生裂紋。此外,在制造彈簧等零件用的鋼材上,是不允許存在結疤缺陷的。因為結疤容易造成應力集中,導致疲勞裂紋的產生,大大地影響彈簧的壽命和安全性。
表面裂紋
鋼材表面出現的網狀龜裂或缺口,是由于鋼中硫高錳低引起熱脆,或因銅含量過高、鋼中非金屬夾雜物過多所致。
分層
由于非金屬夾雜、未焊合的內裂紋、殘余縮孔、氣孔等原因,使剪切后的鋼材斷面呈黑線或黑帶,將鋼材分離成兩層或多層的現象,稱為分層。
引起失效的常見缺陷夾雜物及其對鋼性能的影響(1)夾雜物的分類
鋼在加工變形中,各類夾雜物變形性不同,按其變形能力分為三類:
脆性夾雜物
一般指那些不具有塑性變形能力的簡單氧化物(Al2O3、Cr2O3、ZrO2等)、雙氧化物(如FeO·Al2O3、MgO·Al2O3、CaO·6 Al2O3)、碳化物(TiC)、氮化物(TiN、Ti(CN)AlN、VN等)和不變形的球狀或點狀夾雜物(如球狀鋁酸鈣和含SiO2較高的硅酸鹽等)。
鋼中鋁硅鈣夾雜物具有較高的熔點和硬度,當壓力加工變形量增大時,鋁硅鈣被壓碎并沿著加工方向而呈串鏈狀分布,嚴重破壞了鋼基體均勻的連續性。
塑性夾雜物
這類夾雜物在鋼經受加工變形時具有良好的塑性,沿著鋼的流變方向延伸成條帶狀,屬于這類的夾雜物含SiO2量較低的鐵錳硅酸鹽、硫化錳(MnS)、(Fe, Mn)S等。夾雜物與鋼基體之間的交界面處結合很好,產生裂紋的傾向性較小。
半塑性變形的夾雜物
一般指各種復合的鋁硅酸鹽夾雜物,復合夾雜物中的基體,在熱加工變形過程中產生塑性變形,但分布在基體中的夾雜物(如CaO·Al2O3、尖晶石型的雙氧化物等)不變形,基體夾雜物隨著鋼基體的變形而延伸,而脆性夾雜物不變形,仍保持原來的幾何形狀,因此將阻礙鄰近的塑性夾雜物自由延伸,而遠離脆性夾雜物的部分沿著鋼基體的變形方向自由延伸。
(2)夾雜物對鋼性能的影響
大量試驗事實說明夾雜物對鋼的強度影響較小,對鋼的韌性危害較大,其危害程度又隨鋼的強度的增高而增加。
夾雜物變形性對鋼性能的影響
鋼中非金屬夾雜物的變形行為與鋼基休之間的關系,可用夾雜物與鋼基體之間的相對變形量來表示,即夾雜物的變形率v ,夾雜物的變形率可在v=0~1這個范圍受化,若變形率低,鋼經加工變形后.由于鋼產生塑性變形,而夾雜物基本不變形,便在夾雜物和鋼基體的交界處產生應力集中,導致在鋼與夾雜物的交界處產生微裂紋,這些微裂紋便成為零件在使用過程中引起疲勞破壞的隱患。
夾雜物引起應力集中
夾雜物的熱膨脹系數越小,形成的拉應力越大,對鋼的危害越大。在高溫下加工變形時,夾雜物與鋼基體熱收縮的差別,使裂紋在交界面處產生。它很可能成為留住基體中潛在的疲勞破壞源。危害性最大的夾雜物是
免責聲明:本網站(山東聊城晟杰無縫鋼管廠m.www-86604.com)刊載的“金屬材料失效分析(上篇)”等均源于網絡,版權歸原作者所有,且僅代表原作者觀點,本文所載信息僅供參考。轉載僅為學習與交流之目的,如無意中侵犯您的合法權益,請及時聯系刪除。本網站刊登此篇文章并不意味著本站贊同其觀點或證實其內容的真實性,我們不對其科學性、嚴肅性等作任何形式的保證。如果侵犯了您的版權,請盡快聯系我們予以撤銷,謝謝合作!
請查看相關產品 厚壁鋼管,厚壁無縫鋼管,厚壁管,無縫鋼管廠,無縫鋼管廠家
 銷售一部:0635-8876028 13310627581 李經理銷售二部:0635-8791921 13306359644 任經理銷售三部:0635-8791912 15653133503 張經理
銷售一部:0635-8876028 13310627581 李經理銷售二部:0635-8791921 13306359644 任經理銷售三部:0635-8791912 15653133503 張經理 傳 真:0635-8878086
傳 真:0635-8878086 山東省聊城市國家級經濟技術開發區景陽崗路東段路北
山東省聊城市國家級經濟技術開發區景陽崗路東段路北



