
內容: 張減各工藝參數理論求取
重點: 明確速度制度建立的數學模型
6.1.1.1 概述厚壁鋼管的張減過程是在一定張力的條件下,將來自脫管機的荒管軋制成符合成品外徑和壁厚尺寸要求的厚壁鋼管。整個過程是一個空心體連軋的過程,機架間的張力需要在一定壓下率下,在電機允許的范圍內調速實現。
在張減機軋制的過程中,現場工藝參數調節相對較少,張力的控制也受孔型(減徑率)的制約,所以在軋制過程中,只能在秒流量相等的原則下,通過合理調節主疊加電機的轉速來保證一定張力,進行壁厚微調(一般不會超過1mm)。
6.1.1.2 張力減徑的前提條件在生產實踐中,我們遇到以下幾種情況需要改變張減機的速度制度。
① 張減機的前部工序——-軋管機軋制某種薄壁管很難,易產生軋卡和外表面劃傷。
② 用戶要求較苛刻,如要求光管的壁厚只能有上偏差,或只能有下偏差。
③ 原產品大綱中,單機架減徑率大而出現內折疊。
④ 生產市場上暢銷而原產品中沒有的規格時
當出現上述四種情況下,若不知其相應的速度制度,則肯定不能生產合格的光管。因為當張減機出口的外徑一定時,電機轉速的改變會帶來光管壁厚的改變。
主疊加電機的調速,導致每一機架軋輥的調速。一般情況下,根據厚壁鋼管的來料尺寸和成品尺寸,可以合理選擇機架數和每機架的減徑率。這將在孔型設計中進述。但其張力系數的建立相對較難。我們知道壁厚的微調主要通過調節各機架的張力系數來實現,而張力系數的建立需要相應的速度制度。我們并不能做到調整主迭加電機來使各機架達到一理想的速度,這是由集體差速傳動的特點決定的。為保證各機架壁厚的精度及理論計算的方便,通常我們設想減壁率應和減徑率匹配,在此假設下:
1 求平均張力系數
2再分配各機架張力系數
3 求壁厚(通常計算量較大時,需要用迭代法通守編程來求解)。
4 求通過各機架時厚壁鋼管的橫斷面面積(求出壁厚后很容易求出各機架留出金屬的斷面積)。
5 求出各機架的延伸率。
6根據軋制節奏選擇入口速度。
7 求各機架金屬流動速度。
8 求出各機架的工作輥徑。
9計算出各機架軋輥的轉速。
① 用第一、二架軋輥轉速求主疊加電機1的轉速,并同時以此校核3到8架軋輥轉速。保證最大程度地線性逼近設定秒流量時各機架的轉速值。
② 用10和11架軋輥轉速求主疊加電機2的轉速,同時以此校核9到14架軋輥的轉速。保證最大程度地線性逼近設定秒流量時各機架的轉速值。
③ 用15和16架軋輥的轉速求主疊加電機3的轉速,并以此校核17到24架軋輥的轉速,保證最大程度地線性逼近設定秒流量時各機架的轉速值。
如果各機架單獨傳動,很好確定。但對于集體傳動,我們只能線性逼近。以上求法是一種理想求法,雖然主迭加電機相對一套的增加4臺,相對減少了這一困難。但一般仍不可能求出合乎每一機架理論轉速的電機轉速。在實際生產中,根據實際情況,必須進行迭加電機的上下調速,范圍不宜過大。當所有的工藝參數求出后,我們還有必要對軋制力進行校核。
求出厚壁鋼管壁厚后,我們就可以計算軋制壓力,并能校核孔型設計及減徑率的設定。這一切都必須能從理論上掌握一套精確壁厚的算法,目前對于單獨的電機傳動,有很多文獻介紹。但對于集體差速傳動相對介紹很少。現參考有關資料介紹如下。
6.1.1.3 差速傳動張力減徑道次壁厚變化的計算在孔型尺寸確定后,成品厚壁鋼管的外徑尺寸也就被確定。在主軸電機轉速給定的情況下,各道次的轉輥轉數便隨之確定,各道次的張力大小也就相應地確定。但是,各道次張力系數究竟是多少,則需計算才能得出。
計算方法是:首先根據給定的主輔電機轉速折算出各道次軋輥轉速(公式1),然后設定各道次張力系數。由于孔型尺寸是一定的,所以設定好各道次的張力系數后,根據公式(2,3)可以計算出各道次軋輥的工作直徑和各道次軋后的厚壁鋼管壁厚。據此,可以計算出各道次厚壁鋼管的延伸系數和出口速度(公式4),然后再根據出口速度和軋制直徑計算各道次軋輥轉數(公式5)。如果設定的張力系數不合適,那么,計算出的軋輥轉數與根據主、輔電機轉數折算出的軋輥轉數就會出現差值。此時, 可采用各道次轉數差的絕對值之和作為是否終止計算的依據。如果此數值達到足夠小,便可以終止計算。圖1為用計算機進行道次壁厚計算的框圖。
1 軋輥設定轉數的折算公式軋輥轉數的折算公式為:
nk=n主/I主k+ n迭/I迭k(公式1)
Dk=Di -cosθk(ai+bi)(公式2)
式中:Dk 工作直徑
Di名義直徑
Θk中性角 θk=(π/6)·(1-li/f·D0i)
壁厚計算:(迭代計算)
δk=δ0×(D0/Dk)^A(公式3)
式中:δ0=δk×(Dk/D0)^A
A=2{1-3δ/D-2Z〖1-2δ/D〗}
/{(1-Z)+3(1-Z)〖1-2δ/D〗^2+2Z〖1-δ/D〗}
δ/D={δk/2 Dk}+{δk/2 Dk}/{1+2(1-Z)〖1-2δ0/D0〗
×〖D0/Dk-1〗}
延伸系數及出口速度的計算:
λk={δ0 ×(Dc0-δ0) }/δk ×(Dck-δk)(公式4)
式中:Dc0為入口處管子名義直徑
Dck為出口管子名義直徑
入口速度可以根據軋制節秦及要求選取。然后根據延伸系數可以算出出口速度
vk=v0×λk
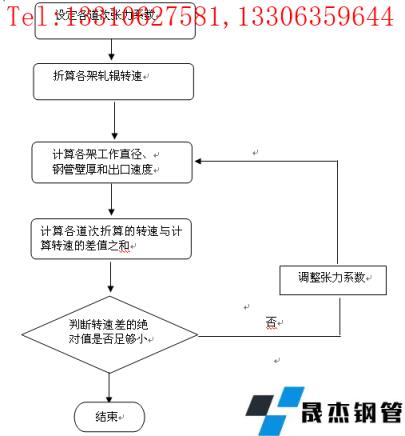
圖6-1 道次壁厚計算過程框圖
2 壁厚計算的注意事項:第一架入口和最末架出口的張力系數設為0
設定中間架道次的張力應考慮兩個因素:
1) 設定張力后軋輥的轉數應與實際轉數相符
2) 設定張力系數后還應計算后一架的中性角,若后一架的中性角小于0,則說明設定的張力系數太大。此時張力系數應適當減小。
3) 由于張力減徑所有軋機較多,所需計算的末知數較多,如果想優化計算的話,需編程解決。
4) 計算精度要視要求而定,一般計算精度高,程序所要運行的時間會稍長。
在實際生產中,還需要通過軋卡實驗來驗證一下你的理論算法。因為很多中間參數是需要你預先處理的。
6.1.2 CARTAT系統介紹內容:CARTAT系統管理
要求:了解CARTAT系統的意義
張力減徑機選用的是外齒輪傳動,其傳動型式為3組串列式6電機傳動。配備有SMS-MEER公司開發的先進CARTA/自動化控制系統。
該系統英文名為The CARTA Planning System,這意味著操作者能執行他自已的計劃過程控制,其具體過程交給計算機自已完成。過程計劃控制允許輸入一個新的尺寸給系統,系統會自已決定所選擇的孔型,并負責交給過程控制程序設置所需的數據。在出現質量問題或孔型尺寸需要作修改時,操作者就能通過這個軟件功能來實行。而且系統提供有詳細的計算和軋制數據的生動畫面顯示,可使技術人員更好地理解全過程的軋制情況,并能更快,更有效地解決現場的實際問題。
只要正確地使用該系統,它就能提高軋制成品質量,并能保證安全高效地軋制。這時,該系統可以說是一種工具,
該系統的主要功能是爭對管端壁厚情況實行速度自調,有效減少管端壁厚增厚的情況。其過程控制主要包括三個部分,介紹如下:
CEC(Crop End Control system)控制:通過1~8架三級動態速降動態調整軋輥線速度來減少頭尾端增厚的長度。采用該技術能有效減少管頭尾增厚端50%的情況。(據有關介紹,該系統目前并不很成熟,存在著管尾嚴重拉簿的情況,按超出名義壁厚6%來算,其實際切尾長度增長原來二倍多,具體得根據現場軋制情況來看。)
WTCA(Average Wall Thickness Control system)控制:根據來料荒管的壁厚偏差測量結果,通過靜態軋輥線速度設定來增加或減少張減機的延伸系數,以保證得到要求的目標平均壁厚精度。
WTCL(Local Wall Thickness Control system)控制:
根據來料荒管的沿長度方向上的局部壁厚與平均壁厚的偏差值,通過動態調整軋輥線速度來保證該處的壁厚精度。
另外,該系統所提供的數學模型能對不同生產規格的管進行機架數的運算,機架位置設置,以及金屬流動狀態和各機架的載荷的計算。除此以外還能計算并設定各機架轉速,并記錄各過程控制參數以及提供機架及軋輥加工所需的一切工藝參數。
免責聲明:本網站(山東聊城晟杰無縫鋼管廠m.www-86604.com)刊載的“6.1 厚壁鋼管空心軋制理論”等均源于網絡,版權歸原作者所有,且僅代表原作者觀點,本文所載信息僅供參考。轉載僅為學習與交流之目的,如無意中侵犯您的合法權益,請及時聯系刪除。本網站刊登此篇文章并不意味著本站贊同其觀點或證實其內容的真實性,我們不對其科學性、嚴肅性等作任何形式的保證。如果侵犯了您的版權,請盡快聯系我們予以撤銷,謝謝合作!
請查看相關產品 厚壁鋼管,厚壁無縫鋼管,厚壁管,無縫鋼管廠,無縫鋼管廠家
 銷售一部:0635-8876028 13310627581 李經理銷售二部:0635-8791921 13306359644 任經理銷售三部:0635-8791912 15653133503 張經理
銷售一部:0635-8876028 13310627581 李經理銷售二部:0635-8791921 13306359644 任經理銷售三部:0635-8791912 15653133503 張經理 傳 真:0635-8878086
傳 真:0635-8878086 山東省聊城市國家級經濟技術開發區景陽崗路東段路北
山東省聊城市國家級經濟技術開發區景陽崗路東段路北



